工艺要求:
挤出膜的厚度靠改变主电机与引取电机的速度比例来完成,所以对变频器稳态速度精度要求高,速度的波动会造成薄膜厚度的不均匀;
引取与二夹辊,二夹辊与左右收卷之间需要张力控制,不同的材料有不同的张力要求,张力要能够独立调整;
收料轴斜靠在收卷胶辊上,依靠收卷胶辊与收料轴之间的摩擦力来带动收料轴转动,从而将材料收在料轴上,材料张力与卷径无关;
方案说明:
采用速度差方式进行张力控制;
利用高速脉冲口确保引取、二夹辊、收卷辊之间的基本同步比例关系,随后用张力电位器给定一个叠加速度,使其与系统速度产生速度差形成张力;
方案优势:
通过速度差产生张力,变频器工作在开环矢量控制速度模式下,动态响应快,克服了力矩电机加速张力偏小,减速张力偏大的情况;
速度控制时,电机恒转矩输出。线速度和张力一定时,收卷胶辊速度保持恒定,不会因料径、负载等变化而变化,所以克服了力矩电机从空卷到满卷过程中,为了保持恒定张力需要不断调整输出力矩的缺点。系统操作简单。
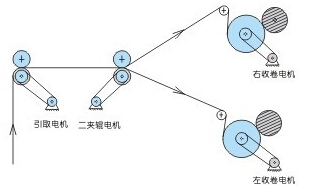
传动原理图
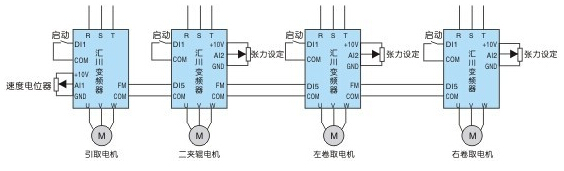
控制原理图